


Tất cả sản phẩm
-
 MờMột sự hợp tác tốt!
MờMột sự hợp tác tốt! -
MauraNó có thể cung cấp các giải pháp chuyên nghiệp cho việc ứng dụng ống titan, đối tác tin cậy.
Người liên hệ :
Angela
Số điện thoại :
86-512-58715276
Whatsapp :
+8615895686919
34MnB5 26MnB5 Thanh ổn định trục ống thép hàn tròn được hàn




| Nguồn gốc | Jiangsu |
|---|---|
| Hàng hiệu | Hongbao |
| Chứng nhận | TS16949, ISo9001 |
| Số mô hình | HBWS-001 |
| Số lượng đặt hàng tối thiểu | 2 tấn |
| Giá bán | Negotiable |
| chi tiết đóng gói | Bao bì: Vỏ gỗ |
| Thời gian giao hàng | Thỏa thuận |
| Khả năng cung cấp | 800 tấn / tháng |

Liên hệ với tôi để có mẫu và phiếu giảm giá miễn phí.
Whatsapp:0086 18588475571
Wechat: 0086 18588475571
Ứng dụng trò chuyện: sales10@aixton.com
Nếu bạn có bất kỳ mối quan tâm nào, chúng tôi cung cấp trợ giúp trực tuyến 24 giờ.
xThông tin chi tiết sản phẩm
| Vật chất | 26MnB5 | Chiều dài | Chiều dài ngẫu nhiên hoặc cố định |
|---|---|---|---|
| Hình dạng | Tròn | Kỹ thuật | Liền mạch hoặc hàn |
| Tiêu chuẩn | EN10305-1, EN10305-2, v.v. | Tên | hàn ống tròn |
| Điểm nổi bật | ống thép hàn,ống hàn lạnh |
||
Mô tả sản phẩm
34MnB5 26MnB5 Thanh ổn định trục ống thép hàn tròn 26MnB5
Ống thép cacbon EN 10305 E235, E215, E275 & E355 Ống liền mạch còn được gọi là ống và ống thép nhẹ. ỐngEN 10305 Cấp E235, 215, E355 là Ống thép cacbon thấp chi phí thấp với hàm lượng cacbon tối đa 017% với sự kết hợp của tối đa 120% mangan dễ tạo và tạo hình.Các ống này được sản xuất theo Tiêu chuẩn EN và được gọi là ống cs hoặc ống ms.Ống thép cacbon thấp không cứng như ống thép cacbon cao, mặc dù thấm cacbon có thể làm tăng độ cứng bề mặt của nó.
Để đáp ứng yêu cầu ứng dụng chính xác của họ, khách hàng của chúng tôi có thể tận dụng chúng ở các kích thước, kích thước và thông số kỹ thuật khác nhau.Đối với chất lượng nguyên liệu thô trong nước và quốc tế, chúng tôi cũng cung cấp các loại ống này với kích thước và độ dày tùy chỉnh theo yêu cầu cụ thể của khách hàng quý của chúng tôi với mức giá hàng đầu thị trường.
Tính năng sản phẩm:
- Chống ăn mòn
- Kích thước chính xác
- Có thể chịu tải áp suất và nhiệt độ cao
- Hoàn thiện chống rỉ
- Chuyển đổi mượt mà từ độ dày mặt bích sang đường ống
- Đảm bảo phân phối căng thẳng tuyệt vời
Carbtrên Thép EN 10305 E235, E215, E275 & E355 Ống liền mạch còn được gọi là ống thép nhẹ và ống. ỐngEN 10305 Cấp E235, 215, E355 là Ống thép cacbon thấp chi phí thấp với hàm lượng cacbon tối đa 017% với sự kết hợp của tối đa 120% mangan dễ tạo và tạo hình.Các ống này được sản xuất theo Tiêu chuẩn EN và được gọi là ống cs hoặc ống ms.Ống thép cacbon thấp không cứng như ống thép cacbon cao, mặc dù thấm cacbon có thể làm tăng độ cứng bề mặt của nó.
Để đáp ứng yêu cầu ứng dụng chính xác của họ, khách hàng của chúng tôi có thể tận dụng chúng ở các kích thước, kích thước và thông số kỹ thuật khác nhau.Đối với chất lượng nguyên liệu thô trong nước và quốc tế, chúng tôi cũng cung cấp các loại ống này với kích thước và độ dày tùy chỉnh theo nhu cầu cụ thể của khách hàng quý của chúng tôi với mức giá hàng đầu thị trường.
Tính năng sản phẩm:
- Chống ăn mòn
- Kích thước chính xác
- Có thể chịu tải áp suất và nhiệt độ cao
- Hoàn thiện chống rỉ
- Chuyển đổi mượt mà từ độ dày mặt bích sang đường ống
- Đảm bảo phân phối căng thẳng tuyệt vời
Tiêu chuẩn rõ ràng:
| Kích thước / Tiêu chuẩn: | EN 10305 E235, E215, E275 & E355 |
Chất liệu & Lớp:
| Thép carbon : Lớp: WPB, WPBW, WPHY 42, WPHY 46, WPHY 52, WPH 60, WPHY 65 & WPHY 70 |
Các loại thép cho ống chính xác tiêu chuẩn
| EN 10305-1 | E215, E235, E255, E355, E410, 26Mn5, 26Mo2 C35E, C45E, 25CrMo4, 42CrMo4;25CrMo4 Hệ thống đánh dấu cho các loại thép theo EN |
| ASTM 519 SAE |
1008, 1010, 1012, 1015, 1016, 1017, 1018, 1019, 1020, 1021, 1022, 1025, 1026, 1030, 1035, 1040, 1045, 1050, 1518, 4130, 4140, 4142, 8617 |
| JIS G3445 | STKM11A, STKM12A, STKM12B, STKM12C, STKM13A, STKM13B, STKM13C, STKM14A, STKM14B, STKM14C, STKM15A, STKM15C, STKM16A, STKM16C, STKM17A, STKM17C, STKM18A, STKM18B, STKM18C, STKM19A, STKM19C, STKM20A |
Độ thẳng của ống chính xác tiêu chuẩn
| Độ thẳng của ống bị ảnh hưởng bởi các đặc tính cơ học của ống.Đối với vật liệu có điểm chảy ReH <= 500 MPa là độ thẳng 0,0015 bội số của chiều dài ống tối đa, độ thẳng cho phép đối với một mét chiều dài là 1,5 milimét.Đối với vật liệu có điểm chảy ReH> 500 MPa, độ thẳng cho phép đối với toàn bộ chiều dài của ống bằng 0,0020 bội số của chiều dài ống, độ thẳng cho phép của một mét là 2 milimét. |
Điều kiện giao hàng và bề mặt ống chính xác
| Ống chính xác được cung cấp trong điều kiện được trình bày trong bảng dưới đây.Nó được đánh dấu để xử lý nhiệt theo EN 10305-1. |
| + C | Rút ra nguội / cứng. Sau khi tạo hình lạnh cuối cùng không xử lý nhiệt. |
| + LC | Rút ra lạnh / mềm.Sau khi xử lý nhiệt cuối cùng theo bản vẽ nguội, có một bước hoàn thiện nhẹ. |
| + SR | Lạnh kéo và giảm căng thẳng được ủ.Sau quá trình kéo nguội cuối cùng, các ống được ủ giảm căng thẳng trong môi trường có kiểm soát. |
| + A | Ủ.Sau quá trình kéo nguội cuối cùng, các ống được ủ trong môi trường có kiểm soát. |
| + N | Đã chuẩn hóa. Sau quá trình kéo nguội cuối cùng, các ống được ủ trong môi trường có kiểm soát. |
Thành phần hóa học:
| Thành phần hóa học (phân tích đúc): | |||||||
| Lớp thép | % theo khối lượng | ||||||
| Tên thép | Thép số | C | Si | Mn | P | Sb | AI |
| tối đa | tối đa | tối đa | tối đa | tối đa | tối thiểu | ||
| E215 | 1,0212 | 0,10 | 0,05 | 0,70 | 0,025 | 0,025 | 0,025 |
| E235 | 1.0308 | 0,17 | 0,35 | 1,20 | 0,025 | 0,025 | - |
| E355C | 1,0580 | 0,22 | |||||
Điều kiện giao hàng
+ C - kéo nguội / cứng
+ LC - kéo nguội / mềm
+ SR - lạnh và giảm căng thẳng
+ A - ủ
+ N - chuẩn hóa
Điều kiện giao hàng:
| Chỉ định | Biểu tượng | Sự miêu tả |
| Hoàn thiện lạnh (cứng) | BK | Ống không trải qua quá trình xử lý nhiệt sau khi tạo hình nguội cuối cùng và do đó, có khả năng chống biến dạng khá cao. |
| Hoàn thành lạnh (mềm) | BKW | Sau khi xử lý nhiệt cuối cùng là vẽ nguội liên quan đến biến dạng hạn chế.Xử lý tiếp theo thích hợp cho phép một mức độ tạo hình nguội nhất định (ví dụ: uốn cong, giãn nở). |
| Hoàn thành lạnh và giảm căng thẳng | BKS | Xử lý nhiệt được áp dụng sau quá trình tạo hình lạnh cuối cùng.Tùy thuộc vào các điều kiện gia công thích hợp, sự gia tăng ứng suất dư liên quan cho phép tạo hình và gia công ở một mức độ nhất định. |
| Ủ | GBK | Quá trình hình thành lạnh cuối cùng được tiếp theo bằng quá trình ủ trong môi trường được kiểm soát. |
| Bình thường hóa | NBK | Quá trình hình thành lạnh cuối cùng được tiếp theo bằng cách ủ nhiệt trên điểm biến đổi phía trên trong bầu không khí được kiểm soát. |
Vật chất: E235, E355
Xuất hiện:
Lớp hoàn thiện bề mặt bên trong và bên ngoài của ống phải là điển hình của quá trình sản xuất và, nếu có thể, xử lý nhiệt, và nó phải sao cho có thể xác định được bất kỳ khuyết tật bề mặt nào như gờ, vết lõm hoặc rãnh nông cần thay băng.
Các khuyết tật bề mặt xâm phạm đến chiều dày thành tối thiểu được chỉ định sẽ được coi là khuyết tật và các ống chứa những khuyết tật này sẽ được coi là không phù hợp với tiêu chuẩn này của EN 10305.
Độ nhám của bề mặt bên trong không quá 4um trong điều kiện giao hàng + C, + LC
Độ nhám của bề mặt bên ngoài không quá 4um trong các điều kiện phân phối + SR, + A, + N, + C, + LC
Ống OD: 4-30mm, WT: 0,5-10mm
Xử lý bề mặt khi giao hàng: Dầu, phốt phát đen, tráng kẽm
Ứng dụng: ô tô, xe cộ, các ngành kỹ thuật tổng hợp.
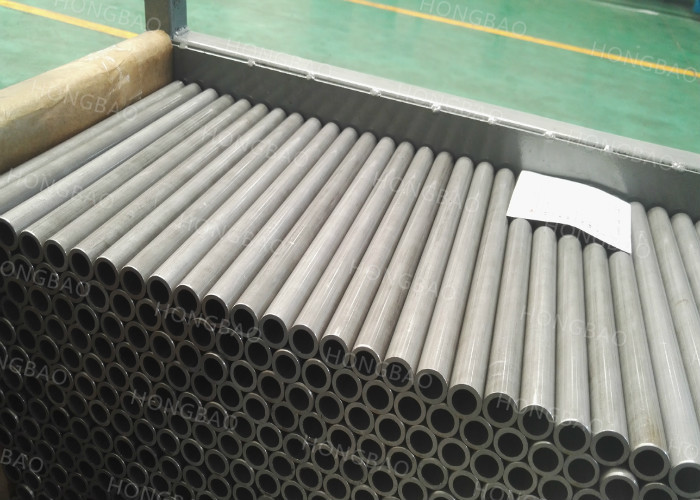
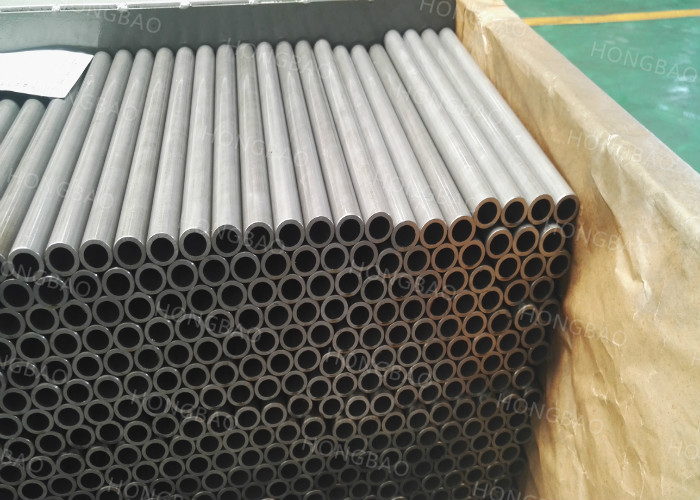
Mỗi phần của ống được xả áp suất cao để có độ sạch cao
Mỗi đoạn đầu ống được cắm bằng nắp nhựa
Mỗi phần của ống được đánh dấu bằng mực với tiêu chuẩn, kích thước, tình trạng
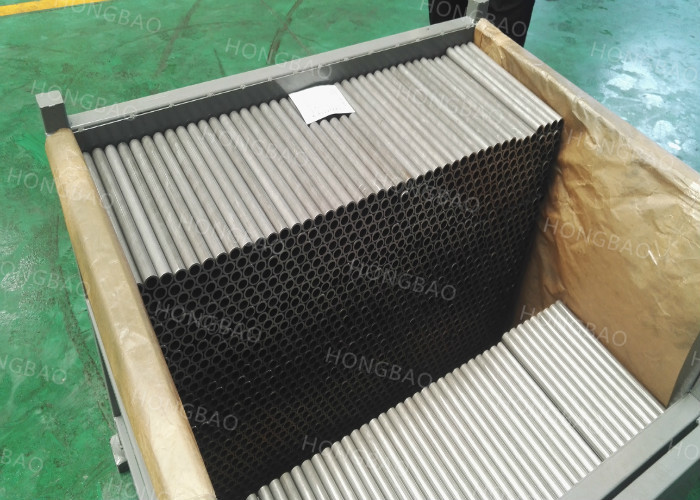
Đóng gói bằng gỗ
Ứng dụng: cho ngành công nghiệp ô tô / sử dụng máy móc / ống xi lanh dầu / giảm xóc xe máy / giảm xóc ô tô / xi lanh trong / xi lanh ống lồng / hệ thống nâng kích / xi lanh thủy lực
Xuất hiện:
Bề mặt bên trong và bên ngoài của ống nhẵn, trong khi Đường hàn bằng cách nào đó không thể nhìn thấy hoặc hữu hình.
Bề mặt ID có độ nhám Ra≤4μm, độ mịn ID tốt nhất mà chúng tôi có thể đạt đến Ra≤0.8μm
Bề mặt bên trong có thể được đo và báo cáo nếu người mua yêu cầu trước PO.
Cung cấp thép cấp:
E155, E195, E235 E275, E355
Điều kiện giao hàng:
+ C, + LC, + SR, + A, + N
Phương pháp sản xuât:
DOM, ERW + vẽ nguội
| Chỉ định | Biểu tượng | Sự miêu tả |
| Kéo nguội / cứng | + C | Không cần xử lý nhiệt, sau khi quá trình vẽ nguội kết thúc |
| Kéo nguội / mềm | + LC | Sau khi xử lý nhiệt cuối cùng, bản vẽ thích hợp |
| Kéo nguội và ủ | + SR | Sau quá trình vẽ nguội cuối cùng và xử lý nhiệt ủ trong môi trường được kiểm soát |
| Ủ | + A | Sau quá trình vẽ nguội cuối cùng, các ống được ủ trong môi trường có kiểm soát |
| Bình thường hóa | + N | Sau quá trình vẽ nguội cuối cùng, các đường ống được chuẩn hóa trong môi trường được kiểm soát |
Tính chất cơ học ở nhiệt độ phòng
| Lớp thép | Giá trị tối đa tùy thuộc vào điều kiện giao hàng | |||||||||||
| + C | + LC | + SR | + A | + N | ||||||||
| Biểu tượng thép | Rm MPa | A% | Rm MPa | A% | Rm MPa | ReH Mpa | A% | Rm MPa | A% | Rm MPa | ReH Mpa | A% |
| E155 | 400 | 6 | 350 | 10 | 350 | 245 | 18 | 260 | 28 | 270 làm 410 | 155 | 28 |
| E195 | 420 | 6 | 370 | 10 | 370 | 260 | 18 | 290 | 28 | 300 làm 440 | 195 | 28 |
| E235 | 490 | 6 | 440 | 10 | 440 | 325 | 14 | 315 | 25 | 340 làm 480 | 235 | 25 |
| E275 | 560 | 5 | 510 | số 8 | 510 | 375 | 12 | 390 | 21 | 510 làm 550 | 275 | 21 |
| E355 | 640 | 4 | 590 | 6 | 590 | 435 | 10 | 450 | 22 | 490 làm 630 | 355 | 22 |
Thành phần hóa học (phân tích muôi)
| Lớp thép | % khối lượng | ||||
| Biểu tượng thép | C tối đa | Si tối đa | Mn tối đa | P tối đa | S tối đa |
| E155 | 0,11 | 0,35 | 0,70 | 0,025 | 0,025 |
| E195 | 0,15 | 0,35 | 0,70 | 0,025 | 0,025 |
| E235 | 0,17 | 0,35 | 1,20 | 0,025 | 0,025 |
| E275 | 0,21 | 0,35 | 1,40 | 0,025 | 0,025 |
| E355 | 0,22 | 0,35 | 1,60 | 0,025 | 0,025 |
DOM là một quy trình được áp dụng cho ống sau khi nó được xây dựng ban đầu. E195 E235 E275 E355 1020 1026, v.v. Ống .DOM thường được sử dụng trong các bộ phận ô tô.
Lớp thép và thành phần hóa học
| Lớp thép | C | Si | Mn | P | S | |
| Tên thép | Số thép | tối đa | tối đa | tối đa | tối đa | tối đa |
| E155 | 1,0033 | 0,11 | 0,35 | 0,70 | 0,025 | 0,025 |
| E195 | 1,0034 | 0,15 | 0,35 | 0,70 | 0,025 | 0,025 |
| E235 | 1.0308 | 0,17 | 0,35 | 1,20 | 0,025 | 0,025 |
| E275 | 1,0225 | 0,21 | 0,35 | 1,40 | 0,025 | 0,025 |
| E355 | 1,0580 | 0,22 | 0,35 | 1,60 | 0,025 | 0,025 |
aRm: độ bền kéo;ReH: cường độ năng suất trên;A: độ giãn dài sau khi đứt gãy
b 1Mpa = 1N / mm2
c Tùy thuộc vào mức độ gia công nguội trong quá trình gia công tinh mà cường độ chảy có thể cao bằng cường độ kéo.
Đối với mục đích tính toán, các mối quan hệ sau được khuyến nghị:
đối với điều kiện giao hàng + C: ReH ≥0,8 Rm
đối với điều kiện giao hàng + LC: ReH ≥0,7 Rm
d Đối với mục đích tính toán, mối quan hệ sau được khuyến nghị: ReH≥0,5Rm
Quy trình sản xuất:
Cán nguội bằng máy cán nguội và máy cán nguội
Kích thước: 20-350mm
1. Tiêu chuẩn:
EN10305-2 Ống thép liền mạch chính xác kéo nguội
2. Lớp thép:
E155, E195, E235, E275, E355, vật liệu khác theo thỏa thuận với khách hàng.
3. Phương pháp sản xuất:
Kéo nguội trên các ống thép hàn, để đạt độ chính xác cao về dung sai OD và WT
4. Phạm vi kích thước:
OD: 20-350mm WT: 1-35mm L: max12000mm
5. đóng gói:
Trong Gói hình lục giác, với bảo vệ dầu chống gỉ, với bao bì có thể đi biển
6. Điều kiện giao hàng:
1).+ C Không xử lý nhiệt sau quá trình vẽ nguội cuối cùng
2).+ LC Sau khi xử lý nhiệt cuối cùng có đường vẽ phù hợp
3).+ SR Sau quá trình vẽ nguội cuối cùng có xử lý nhiệt giảm căng thẳng trong bầu không khí được kiểm soát
4).+ A Sau quá trình kéo nguội cuối cùng, các ống được ủ trong môi trường được kiểm soát
5).+ N Sau thao tác kéo nguội cuối cùng, các ống được chuẩn hóa trong môi trường được kiểm soát
Sản phẩm khuyến cáo