


Tất cả sản phẩm
-
 MờMột sự hợp tác tốt!
MờMột sự hợp tác tốt! -
MauraNó có thể cung cấp các giải pháp chuyên nghiệp cho việc ứng dụng ống titan, đối tác tin cậy.
Người liên hệ :
Angela
Số điện thoại :
86-512-58715276
Whatsapp :
+8615895686919
DOM E155 E195 E235 E275 E355 Ống thép carbon Ống thủy lực liền mạch




| Nguồn gốc | Jiangsu |
|---|---|
| Hàng hiệu | Hongbao |
| Chứng nhận | TS16949, ISo9001 |
| Số mô hình | HBWS-001 |
| Số lượng đặt hàng tối thiểu | 2 tấn |
| Giá bán | Negotiable |
| chi tiết đóng gói | Bao bì: Vỏ gỗ |
| Thời gian giao hàng | Thỏa thuận |
| Khả năng cung cấp | 800 tấn / tháng |

Liên hệ với tôi để có mẫu và phiếu giảm giá miễn phí.
Whatsapp:0086 18588475571
Wechat: 0086 18588475571
Ứng dụng trò chuyện: sales10@aixton.com
Nếu bạn có bất kỳ mối quan tâm nào, chúng tôi cung cấp trợ giúp trực tuyến 24 giờ.
xThông tin chi tiết sản phẩm
| Vật chất | 26MnB5 | Chiều dài | Chiều dài ngẫu nhiên hoặc cố định |
|---|---|---|---|
| Hình dạng | Tròn | Kỹ thuật | Liền mạch hoặc hàn |
| Tiêu chuẩn | EN10305-1, EN10305-2, v.v. | Tên | ống thép carbon erw |
| Điểm nổi bật | ống thép hàn,ống hàn lạnh |
||
Mô tả sản phẩm
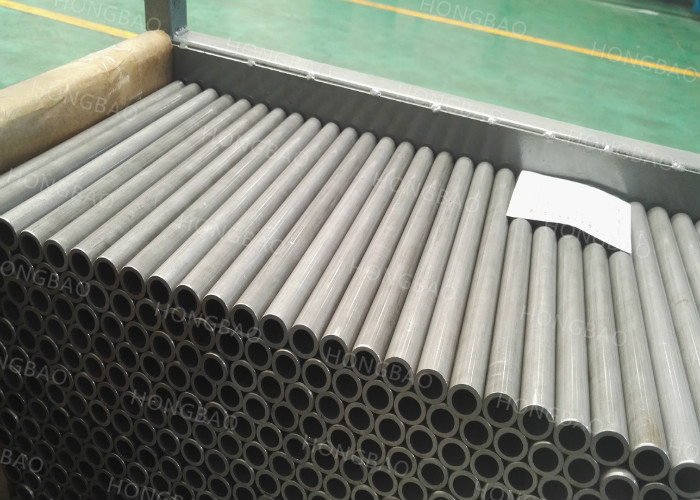
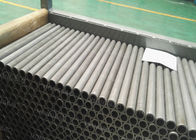
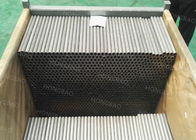
DOM E155 E195 E235 E275 E355 Ống thép carbon Ống thủy lực liền mạch
Phạm vi kích thước: OD: 6-420mm WT: 1-50mm L: max12000mm
Ứng dụng: cho ngành công nghiệp ô tô / sử dụng máy móc / ống xi lanh dầu / giảm xóc xe máy / giảm xóc ô tô / xi lanh trong / xi lanh ống lồng / hệ thống nâng kích / xi lanh thủy lực
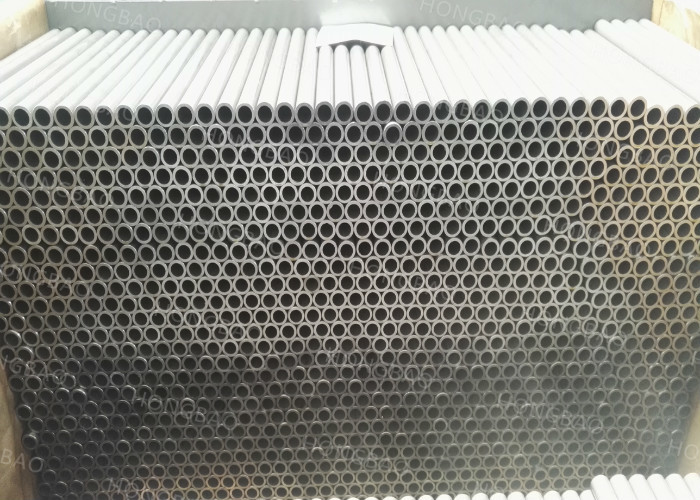
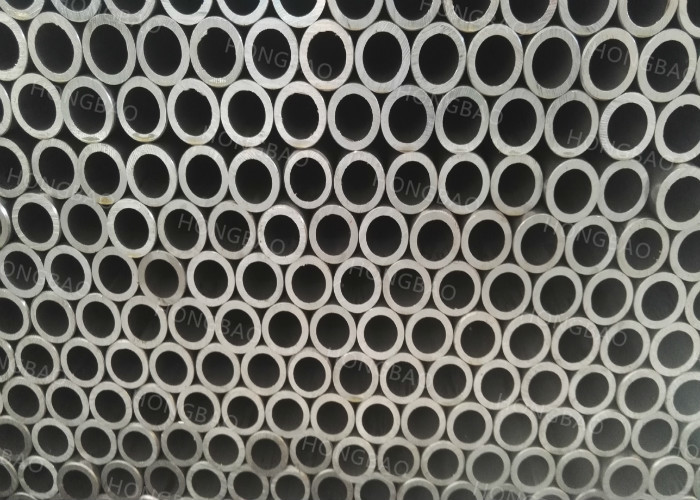
Xuất hiện:
Bề mặt bên trong và bên ngoài của ống nhẵn, trong khi Đường hàn bằng cách nào đó không thể nhìn thấy hoặc hữu hình.
Bề mặt ID có độ nhám Ra≤4μm, độ mịn ID tốt nhất mà chúng tôi có thể đạt đến Ra≤0.8μm
Bề mặt bên trong có thể được đo và báo cáo nếu người mua yêu cầu trước PO.
Cung cấp thép cấp:
E155, E195, E235 E275, E355
Điều kiện giao hàng:
+ C, + LC, + SR, + A, + N
Phương pháp sản xuât:
DOM, ERW + vẽ nguội
| Chỉ định | Biểu tượng | Sự miêu tả |
| Kéo nguội / cứng | + C | Không cần xử lý nhiệt, sau khi quá trình vẽ nguội kết thúc |
| Kéo nguội / mềm | + LC | Sau khi xử lý nhiệt cuối cùng, bản vẽ thích hợp |
| Kéo nguội và ủ | + SR | Sau quá trình vẽ nguội cuối cùng và xử lý nhiệt ủ trong môi trường được kiểm soát |
| Ủ | + A | Sau quá trình vẽ nguội cuối cùng, các ống được ủ trong môi trường có kiểm soát |
| Bình thường hóa | + N | Sau quá trình vẽ nguội cuối cùng, các đường ống được chuẩn hóa trong môi trường được kiểm soát |
Tính chất cơ học ở nhiệt độ phòng
| Lớp thép | Giá trị tối đa tùy thuộc vào điều kiện giao hàng | |||||||||||
| + C | + LC | + SR | + A | + N | ||||||||
| Biểu tượng thép | Rm MPa | A% | Rm MPa | A% | Rm MPa | ReH Mpa | A% | Rm MPa | A% | Rm MPa | ReH Mpa | A% |
| E155 | 400 | 6 | 350 | 10 | 350 | 245 | 18 | 260 | 28 | 270 làm 410 | 155 | 28 |
| E195 | 420 | 6 | 370 | 10 | 370 | 260 | 18 | 290 | 28 | 300 làm 440 | 195 | 28 |
| E235 | 490 | 6 | 440 | 10 | 440 | 325 | 14 | 315 | 25 | 340 làm 480 | 235 | 25 |
| E275 | 560 | 5 | 510 | số 8 | 510 | 375 | 12 | 390 | 21 | 510 làm 550 | 275 | 21 |
| E355 | 640 | 4 | 590 | 6 | 590 | 435 | 10 | 450 | 22 | 490 làm 630 | 355 | 22 |
Thành phần hóa học (phân tích muôi)
| Lớp thép | % khối lượng | ||||
| Biểu tượng thép | C tối đa | Si tối đa | Mn tối đa | P tối đa | S tối đa |
| E155 | 0,11 | 0,35 | 0,70 | 0,025 | 0,025 |
| E195 | 0,15 | 0,35 | 0,70 | 0,025 | 0,025 |
| E235 | 0,17 | 0,35 | 1,20 | 0,025 | 0,025 |
| E275 | 0,21 | 0,35 | 1,40 | 0,025 | 0,025 |
| E355 | 0,22 | 0,35 | 1,60 | 0,025 | 0,025 |
DOM là một quy trình được áp dụng cho ống sau khi nó được xây dựng ban đầu. E195 E235 E275 E355 1020 1026, v.v. Ống .DOM thường được sử dụng trong các bộ phận ô tô.
Lớp thép và thành phần hóa học
| Lớp thép | C | Si | Mn | P | S | |
| Tên thép | Số thép | tối đa | tối đa | tối đa | tối đa | tối đa |
| E155 | 1,0033 | 0,11 | 0,35 | 0,70 | 0,025 | 0,025 |
| E195 | 1,0034 | 0,15 | 0,35 | 0,70 | 0,025 | 0,025 |
| E235 | 1.0308 | 0,17 | 0,35 | 1,20 | 0,025 | 0,025 |
| E275 | 1,0225 | 0,21 | 0,35 | 1,40 | 0,025 | 0,025 |
| E355 | 1,0580 | 0,22 | 0,35 | 1,60 | 0,025 | 0,025 |
aRm: độ bền kéo;ReH: cường độ năng suất trên;A: độ giãn dài sau khi đứt gãy
b 1Mpa = 1N / mm2
c Tùy thuộc vào mức độ gia công nguội trong quá trình gia công tinh mà cường độ chảy có thể cao bằng cường độ kéo.
Đối với mục đích tính toán, các mối quan hệ sau được khuyến nghị:
đối với điều kiện giao hàng + C: ReH ≥0,8 Rm
đối với điều kiện giao hàng + LC: ReH ≥0,7 Rm
d Đối với mục đích tính toán, mối quan hệ sau được khuyến nghị: ReH≥0,5Rm
Quy trình sản xuất:
Cán nguội bằng máy cán nguội và máy cán nguội
Kích thước: 20-350mm
1. Tiêu chuẩn:
EN10305-2 Ống thép liền mạch chính xác kéo nguội
2. Lớp thép:
E155, E195, E235, E275, E355, vật liệu khác theo thỏa thuận với khách hàng.
3. Phương pháp sản xuất:
Kéo nguội trên các ống thép hàn, để đạt độ chính xác cao về dung sai OD và WT
4. Phạm vi kích thước:
OD: 20-350mm WT: 1-35mm L: max12000mm
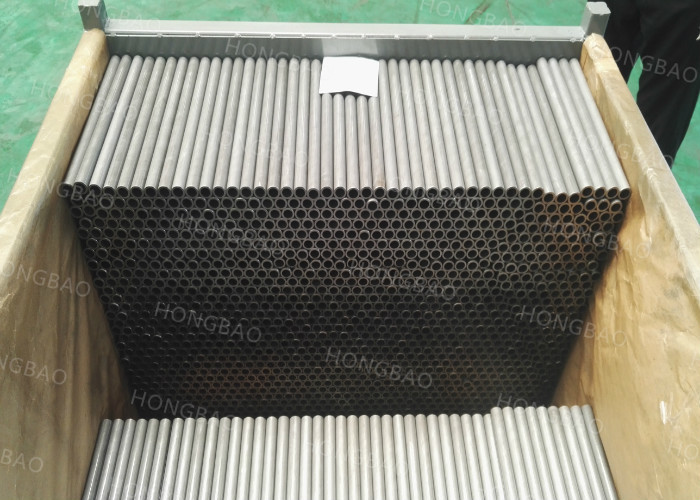
5. đóng gói:
Trong Gói hình lục giác, với bảo vệ dầu chống gỉ, với bao bì có thể đi biển
6. Điều kiện giao hàng:
1).+ C Không xử lý nhiệt sau quá trình vẽ nguội cuối cùng
2).+ LC Sau khi xử lý nhiệt cuối cùng có đường vẽ phù hợp
3).+ SR Sau quá trình vẽ nguội cuối cùng có xử lý nhiệt giảm căng thẳng trong bầu không khí được kiểm soát
4).+ A Sau quá trình kéo nguội cuối cùng, các ống được ủ trong môi trường được kiểm soát
5).+ N Sau thao tác kéo nguội cuối cùng, các ống được chuẩn hóa trong môi trường được kiểm soát
Ống trục cam chính xác Đường kính bên ngoài nhỏ Ống hàn 26MnB5 34MnB5 cho Cam
Phương pháp sản xuât:
Ống hàn kéo nguội được sản xuất bằng cách vẽ ERW (ống hàn điện trở). và đặc tính cơ học.
Ngày chính
Vật chất: E355
Vật liệu có thể co giãn khác: E155 E195 E235 E275
Phạm vi đường kính bên ngoài: 10-50mm
Phạm vi độ dày của tường: 1,5-8mm
t / D ≥ 0,2 (Bình thường: t / D = 0,1)
Tiêu chuẩn: En10305-2
Quy trình: Rút ra nguội, Cán nguội
Điều kiện giao hàng:
1) + C Không xử lý nhiệt sau quá trình vẽ nguội cuối cùng.
2) + LC Sau khi nhiệt luyện cuối cùng có đường dẫn vẽ phù hợp.
3) + SR Sau quá trình vẽ nguội cuối cùng có xử lý nhiệt giảm căng thẳng trong một bầu không khí được kiểm soát.
4) + A Sau quá trình kéo nguội cuối cùng, các ống được ủ trong môi trường có kiểm soát.
5) + N Sau thao tác vẽ nguội cuối cùng, các ống được chuẩn hóa trong môi trường được kiểm soát.
Ưu điểm (so sánh với ống kéo nguội liền mạch)
Hình dáng đẹp hơn
Cải thiện chất lượng bề mặt
Dung sai độ dày và độ dày của tường chặt chẽ (lệch tâm
Ống an toàn hơn
Độ dẻo dai tốt ở nhiệt độ thấp
Thị trường Hoa Kỳ: 90% xi lanh tại thị trường Hoa Kỳ được sản xuất bằng ống hàn
Chi phí sửa chữa Chiều dài Rẻ hơn
![]()
Sản phẩm khuyến cáo